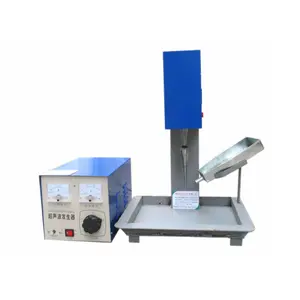
Ультразвуковой станок для сверления отверстий МЭФ47
О компании Статьи Патенты Дипломы и медали Продукция Ультразвуковая сварка пластмасс, нетканых материалов и металлов Ультразвуковая сварка пластмасс Ультразвуковая сварка металлов Ультразвуковое оборудование для сварки нетканых материалов Ультразвуковая очистка, мойка, обезжиривание Ультразвуковая очистка, мойка, обезжиривание деталей Ультразвуковые установки очистки на базе магнитострикционных преобразователей ПМС Ультразвуковое оборудование для пищевой промышленности. Ультразвуковые ножи. Оборудование для ультразвуковой резки. Ультразвуковые эмульгаторы, диспергаторы и экстракторы Автоматическая установка ультразвуковой резки кондитерских изделий Ультразвуковое оборудование для теплоэнергетики. Ультразвуковое оборудование для борьбы с накипью, антинакипные установки Ультразвуковое оборудование для обработки металлов. БУФО Безабразивная ультразвуковая финишная обработка БУФО ультразвуковая импульсная упрочняюще-чистовая обработка Ультразвуковое чистовое точение металлов, сверление, зенкерование, развертывание отверстий и нарезание резьб Оборудование для упрочнения сварных соединений и снятия остаточных напряжений металлоконструкций.










Ультразвуковое бурение — относительно новый способ в нефтедобывающей промышленности. Разработанный в середине ХХ века, он значительно облегчил процесс работы и существенно повысил качество результата. Местом для бурения может быть как сам пласт, так и его призабойная зона. Воздействие на зону, где планируется скважина, осуществляется благодаря свабам, пульсаторам давления, пороховым генераторам, аккумуляторам давления и спаркерам электросиловым излучателям. Сам процесс бурения скважины производится за счет работы ультразвуковой бурильной головки, которая равномерно вырабатывает энергию высокочастотного резонанса.
- Содержание
- Ручной инструмент. Частота 22 - 27 кГц.
- Хотя о существовании ультразвука известно давно, его практическое использование началось достаточно недавно. В наше время ультразвук широко применяется в различных физических и технологических методах.
- Все телефоны. Новая услуга.
- Сферы применения
- Toggle navigation.
- Jump to navigation.
- Станки настольного типа для прошивки отверстий в твердых и хрупких материалах позволяют выполнять отверстия заданной формы и на заданную глубину, при этом в материале не создаются внутренние напряжения. При прошивке в зону обработки подается абразивная суспензия.










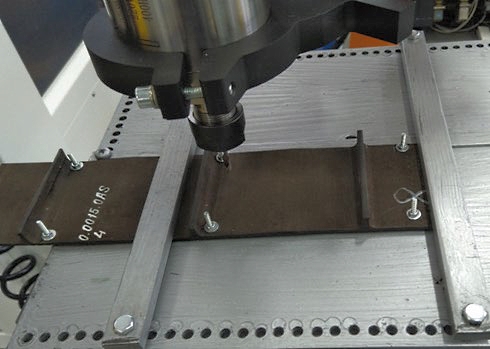
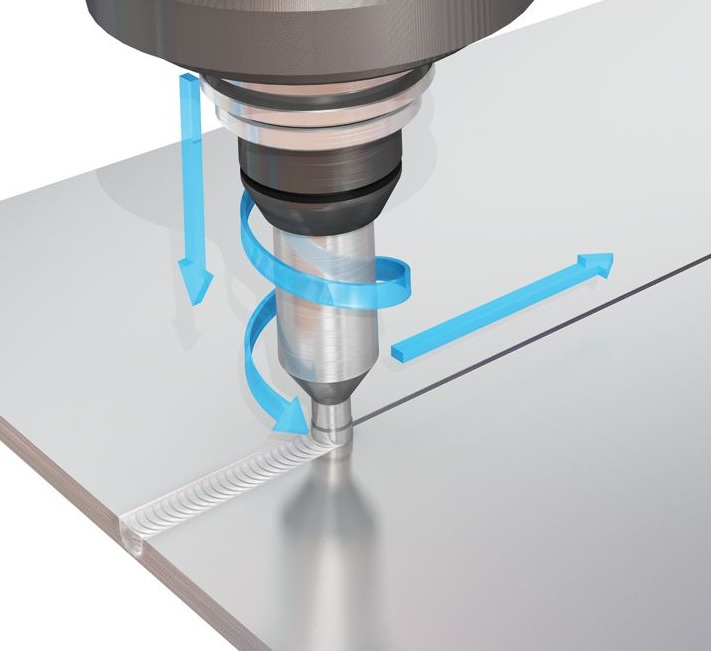
Среди методов, реально позволяющих повысить качество, надежность и ресурс сварных конструкций следует выделить ультразвуковую ударную обработку. Статья на сайте издания. В последние годы огромное внимание во всем мире уделяется послесварочным методам обработки сварных соединений. Эти работы имели продолжение в машиностроении при механической обработке. Попытки применения ультразвука в сварочном производстве в этот период положительных результатов не дали. По мнению современных экспертов, основная причина неудач заключалась в конструкции инструмента, жесткой связи его волновода с рабочим деформирующим элементом индентером.